光學平麵零件包括棱鏡、平行平麵板(bǎn)、平麵反光(guāng)鏡、平晶(jīng)、光楔、光盤片基、濾光片、波片、倍頻器等等。其大小從φ1mm到φ1000mm,材料主要是光學玻璃,有時是光學晶(jīng)體,為了達到高精度(dù)與高效率(lǜ),采用技術方法很多,有銑磨、精(jīng)磨、研磨、拋光、分離器拋(pāo)光、環拋、水中拋(pāo)光、單點金剛石(shí)飛切(SPDFC)、計算機機控製小工具(jù)拋修(CCP) 、離子(zǐ)拋光等(děng)等。
從機理上考察,可以歸納為三類基本方法
1、範成法形成平麵
特點是依靠機床的精確(què)運動形(xíng)成平麵包絡麵,對機床精度要求高.如用筒(tǒng)狀金剛石(shí)磨輪銑磨(mó)平麵,按正弦公式當α=0時,R=∞範成了片麵(生產上(shàng)為了排屑排冷卻液方便, α 有一(yī)個小量,表麵微凹)。單點金剛石飛切也是依靠高速旋轉的(de)軸與飛刀作直線運動的工作台垂直而範成了平麵.工具與(yǔ)工件的加工接觸為線接觸。
2、輪廓複印法或母板複製法
這(zhè)種(zhǒng)複製法與光柵複製法不一(yī)樣,在複製(zhì)過程有磨削研磨、拋光過程。采用(yòng)精磨模、拋光模(固著磨料拋光模與(yǔ)柏油拋光磨)加工的均屬於這一(yī)類.工具與工件的接觸為麵接觸。
3、小工具修磨法
計算機(jī)控(kòng)製拋(pāo)光(CCP)離子束拋(pāo)光與手修屬於這一類(lèi),逐點拋(pāo)修,邊檢邊修,精度可以很高,對局部修(xiū)正非常方便.工具與(yǔ)工件的接觸(chù)為點接(jiē)觸。
(一) 、銑磨成型光學平麵元件(jiàn)
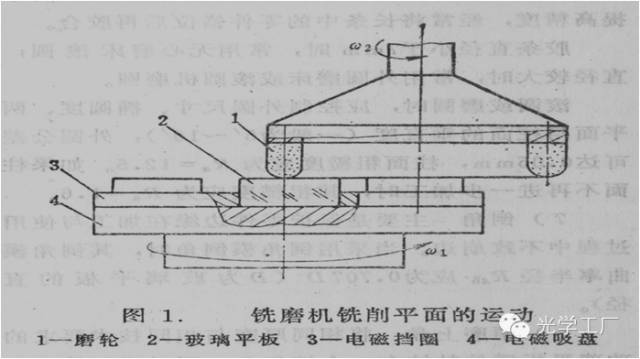
我國QM30、PM500、XM260研磨機直到NVG-750THD型(xíng)雙軸超精(jīng)密平麵磨床等(děng)大型平麵銑磨機利用範成法原(yuán)理高效銑磨出平麵,而且可以采用適當的金屬夾具,將角度修磨變(biàn)為平行平麵的銑磨.機床磨輪軸與工件的平行度、軸向經向跳動影(yǐng)響棱鏡的角度精度.銑磨成型是光學平麵元件毛胚加工的主要技術方法之一。
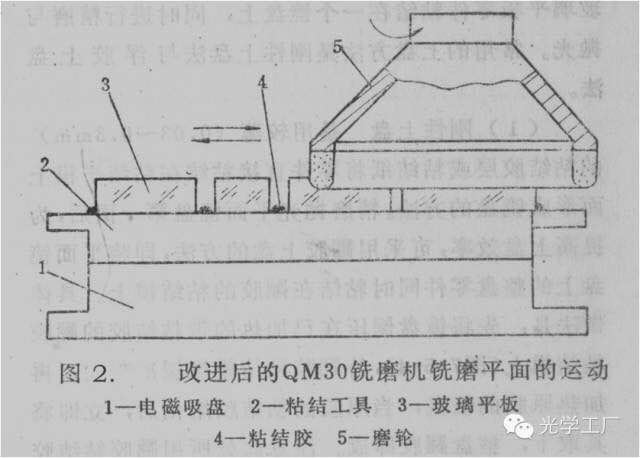
圖一就是PM500銑磨平麵的範成運動,圖二就是改進的QM30銑削平麵的範成運動。
圖三(sān)是大(dà)型的NVG-750THD型雙軸超精密平麵磨(mó)床。
圖三. 大型雙軸超精密(mì)平麵磨床
(二) 、光學平麵的磨削、研磨與拋光
重點在於加工出高精度光(guāng)學表麵麵型(N、△N),磨削(xuē)、研磨(mó)與拋光的運(yùn)動形式很多,但其特點是一(yī)樣的,光學平麵精度的獲得不主要依靠機(jī)床的精(jīng)度,而主要依靠母板的精度的傳遞,應該重點研究與(yǔ)把握三個機理。
1.輪(lún)廓複製法
2.母板的產生、保持與修複
3.三塊平麵的對磨與修正
平(píng)麵精磨模要用金屬(shǔ)平(píng)磨來修磨,金屬平模就(jiù)是母板,低速環(huán)拋機的校正板是母板,高速環拋機的聚氨酯拋光盤修正(zhèng)好後也成了母(mǔ)板.母板最原始最(zuì)基本獲得的辦法是三塊平模的對磨與相互修正.研(yán)磨(精磨(mó))與拋光過程就是母(mǔ)板的精度的保持、破壞與修複過程.精磨模、聚氨酯拋光模與固體磨料拋光模(mó)接近剛體,比較(jiào)好滿足拋光(guāng)方(fāng)程要求,所以母板(bǎn)麵型保持的時間(jiān)長,適合高效加工要求。柏油拋光模塑性大,不滿足(zú)拋(pāo)光方程要求,柏油模在拋光過程(chéng)一直處於破壞與修複過程,是(shì)古典拋光的特點,效率低,精度(dù)高,並且表麵粗糙(cāo)度好。
1、平麵的(de)高速精磨與拋光
這是平麵的高效(xiào)的(de)加工的(de)基本(běn)方法。例如,在JM030.3、三軸精密精磨拋光機(jī)床(φ300)與PLM400平麵精(jīng)磨機(φ500)(圖4、圖5),采用高速高壓、固著磨料精磨模、固(gù)著磨料拋光磨與(yǔ)聚氨酯(zhǐ)拋光模等,並采用合理的(de)工(gōng)藝參數(shù)(速度、壓(yā)力、工具大小、擺幅、供液量、液溫等),可以達到定時定光圈定表麵質量的目的.精磨(mó)模與拋光模是工作母板,而合理的工藝參(cān)數(shù)修工作母板不容易破壞,因而可以較長時間保持(chí)麵型,維持正常生產。

圖四.JM030.3三軸精(jīng)磨拋光機
2、高速環型拋光(guāng)法
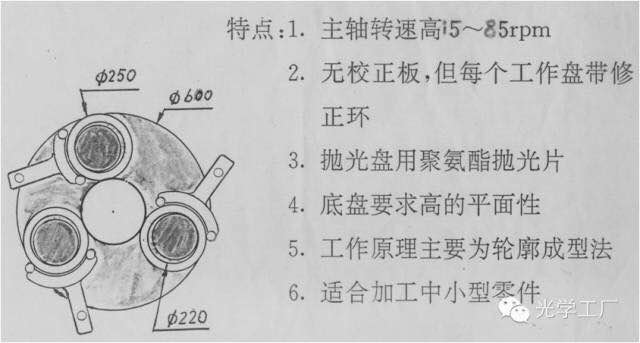
HPM60、80、100及JP650型環型拋光機的拋光盤直徑為600、800、1000及(jí)600mm.
工件可以(yǐ)為平麵(miàn),也可以為(wéi)棱鏡組合光膠鏡盤或金(jīn)屬夾具(jù)組合棱鏡鏡盤.由(yóu)於HPM機型采用變頻調速,軟啟動,軟停止,運動平穩,低噪音使用更(gèng)為方便。
這類機(jī)床(chuáng)的工作原理也是母板複製法,要求底盤(pán)具有高的平麵性,工作盤有時常修正(zhèng)環或分(fèn)離器,主軸轉速高15-85rpm,通常用聚酸(suān)脂拋光片加拋光懸浮(fú)液拋光.顯然修好聚酸脂光盤的平麵性是一個關鍵,可(kě)以用平麵金屬(shǔ)模來修正也可以用金屬修正環來修正,這種方法是中等精(jīng)度的高效加工方法.
圖六a.JP560環拋機示意圖

圖6b.JP560環拋機

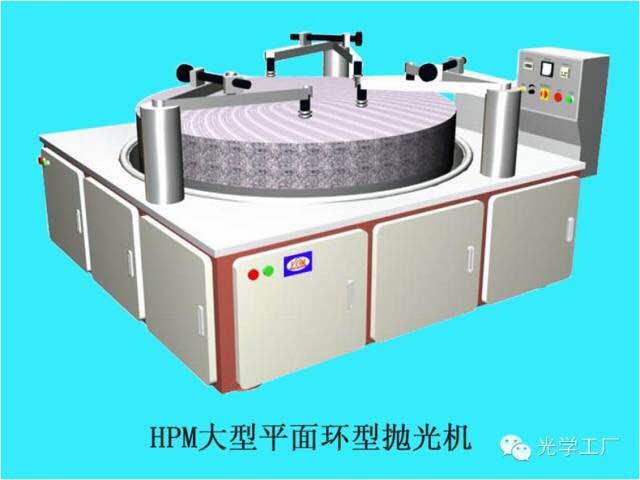
圖(tú)六c.HPM100環型平麵(miàn)研磨拋光(guāng)機(jī)
3、低速(sù)環型拋光法
高精度的平麵(如平晶(jīng)或薄型平麵)適合用低速環型拋光(guāng)法。這種方法也是母板複製(zhì)法,由於工作母板(柏油拋光盤)具有可塑性,是邊拋光邊修正(zhèng)的,校正板起保持與修正作用,而速(sù)度、壓力(lì)也起保持與修正作用.
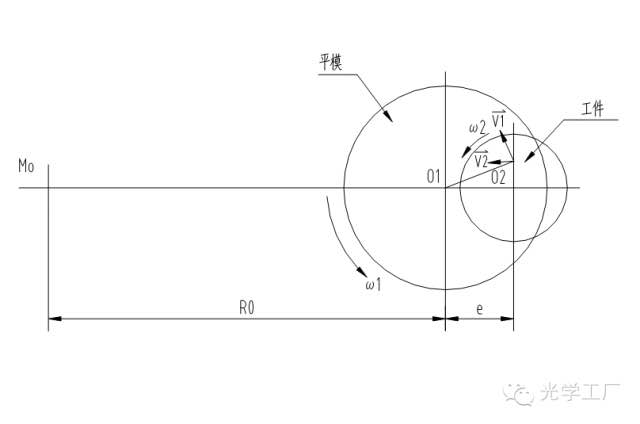
⑴低速環拋法的原理
根據Preston拋光方程(chéng).對工件平(píng)麵上任意一點M(x,y)(圖六)的拋光量h(x,y)為
h(x,y)=A∫T O P(x,y)V(x,y)dt
式中,P-M(x,y)點(diǎn)的瞬時壓(yā)強
V(x,y)-M(x,y)點的瞬(shùn)時速度
T-加工時間
A-與加工過(guò)程有關的工藝係數
V-(x,y)作如下分析:
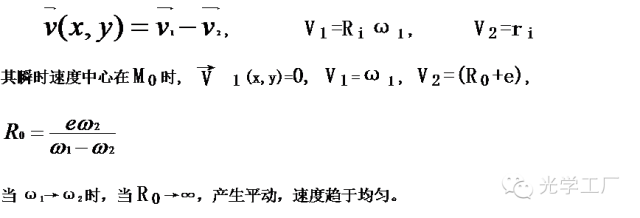
當推動平(píng)麵的著(zhe)力點接(jiē)近接觸麵時,壓力也(yě)趨於均勻,從而(ér)獲得了均勻拋光(磨損)的條件。
熱變(biàn)形是精(jīng)密加工時要關注的問題,由於拋光熱使平行平麵工件產生厚度方向的(de)溫度線性(xìng)分布,用△t表(biǎo)示,設工件外經為D,厚度為d,工件材料的熱膨脹係數為α,則平麵變成球麵性變形,求麵的矢高為h,則
h=D2α△t/8d
如工件材料采用微晶玻璃或石英(yīng)玻璃(lí),則熱變形很小。
⑵低速環型拋光法的工藝參(cān)數及工藝裝備
以浙(zhè)江大學1984年機械部簽定通過的RP-1000環型拋光機(圖(tú)七A),南(nán)京利生光學機械(xiè)責任有限公司HPM150型環型機是低速環拋機(圖七B)為例討論參數。

圖七a、RP-1000環型拋光機(照片(piàn))
圖七b HPM150型環型拋光機
1 環型拋光模(mó):拋光模環帶寬(kuān)度通常為拋光模直徑的0.33~0.38,拋光模底盤用鋁合金製成,在拋光機上通過端麵車削後(hòu)即可製作柏油模,模層厚度10~10mm之間,拋光膠中通常加入(rù)K-17塑料粉,以增加韌性與(yǔ)穩定性(xìng),拋光模應加(jiā)製不通過中心的方格槽,拋光模通過車削或其他方法進行修整。如果采用玻璃或花(huā)崗岩作襯(chèn)底,則模層厚度可以大大減薄。
2 校正板:可以用熔融石英、微晶玻璃,K4及K9玻璃製作,也(yě)有用金屬盤貼以玻璃來代替整塊玻璃製成校正板(bǎn)。校正板直徑通(tōng)常為拋光模直徑的1/2~2/3。
3 工件夾持(chí)器:可以用玻璃分離器,也可以用金屬貼以玻璃製成工件夾持器。
4 轉速(sù):主軸速度(dù)在精拋時為10~15cm/s之間,速度(dù)精度為1%,這時(shí)ω1 與(yǔ)ω2接近。
當(dāng)然,也可以在校正盤卡輪上加裝(zhuāng)馬達,以驅動校(xiào)正盤的旋(xuán)轉,使ω2趨近ω1。
5 拋光(guāng)液:采用點滴式加入氧化鈰拋光液(yè),或采用浸沒式拋光,後者(zhě)有利於(yú)溫度控(kòng)製,最(zuì)
好采用離子水,控製PH值。
6 溫度:室(shì)內溫度為(wéi)23℃~25℃,最重要(yào)的(de)是室內溫度梯度(空間)與溫度變化(時間)的控製,通常用局部自動溫控在±0.05℃內。
7 校正板工件(工件夾持(chí)器)裝禦器:我們設計了一台特殊的推車,高度可以調整,
並帶有一組帶橡皮圈的滾柱,裝禦很發方(fāng)便。
我國幾個主要單(dān)位的1m環拋機主要工藝參數對照表如表(biǎo)1所示。
表1 我(wǒ)國1m環拋機(jī)主要工藝參數對(duì)照表
| 單 位 | No.1 | No.2 | No.3 | No.4 | No.5 |
| 拋光模直徑
(米) |
1.0 | 1.09 | 1.1 | 1.0 | 1.0 |
| 拋(pāo)光模表麵
不平度(mm) |
0.01 | 車後未測 | 0.005 | 0.03 | 0.01 |
| 拋(pāo)光模(mó)轉動時
水平度(dù)(mm/m) |
未測 | 0.1~1 | 0.2~0.3 | 0.06 | 0.05 |
| 拋光膠配方(fāng) | 0#(1∶3)
+10%K17 |
2#或1.75# | 1∶2
(玉門3號) +6%K17 |
1∶3.5
(獨山子) +3%K17 |
1∶3
(獨(dú)山子5#) +5%K17 |
| 拋光膠軟化點
(℃) |
70~80 | 80~85 | 80~85 | (針入度
11~12) |
|
| 拋光膠層厚度
(mm) |
17~18 | 12 | 7 | 15 | 16 |
| 主軸轉速(sù)(rpm) | 1~2 | 1~1.5 | 1 | 0.5~1 | 1 |
| 校(xiào)正板尺寸(材料) | ø590X78(K9) | ø630 | ø600X60 | ø500X80(K4) | ø500X70(K4) |
| 室溫(℃) | 夏26°,
冬23° |
21°22°
±0.5° |
25°~26° |
⑶K17的作用
K17是塑料的商業牌號,就是聚乙烯醇,呈粉末狀,色白。聚乙烯醇沒有一定的熔點,加熱時軟化,拉伸又重新結晶,有著明顯的纖維圈。溫度高於71±0.2℃時熱膨脹係數大,重複加熱出現滯後現(xiàn)象,其變形率如圖所示。在(zài)拋光模中增加韌性,提高切削性能;提高穩定性,低於60℃時,不(bú)會變形。拋光的工作溫度低於30℃~40℃,高(gāo)於71℃時易變形。
⑷製(zhì)膠與製模工藝
180°配膠,140℃保溫,100℃加K17(有的單位70~80℃時加K17),40~50℃倒膠製模(底模預熱到40~50℃),自然冷卻、固化,車平開槽,一般為25X25,寬5,深4,(美國寬4,深6),50℃溫水修模,用校正板與工件夾持器(qì)修平,有(yǒu)時用(yòng)工具(刮刀、砂輪)作局部修正。
⑸環型拋光法的優點
①、環型拋光模比圓盤型拋光模的相對速度工均勻,光ω1→ω2時工(gōng)件與拋光模之間相(xiàng)當於直線勻(yún)速運動。
②、用校正板與夾持(chí)器代替(tì)分離器,仍保(bǎo)持了分離器的(de)作用,當(dāng)工件尺寸或形狀改變時(shí),隻要改變夾持器即(jí)可(kě),不必加工一個高精度平麵的大分離器。
③、允許在不停機、不取下校正板與夾持器的(de)情況下進行檢驗或調換工作,維持連續拋光,有利於提高效率(lǜ)與溫度的平衡,保持拋光模(mó)的平麵性。
④、拋光模表(biǎo)麵各部分依次外露,使(shǐ)之散熱容易。
⑤、拋光模露出的(de)空間(jiān)位置固定,易於實現(xiàn)自動拋光(guāng)與自動加水。
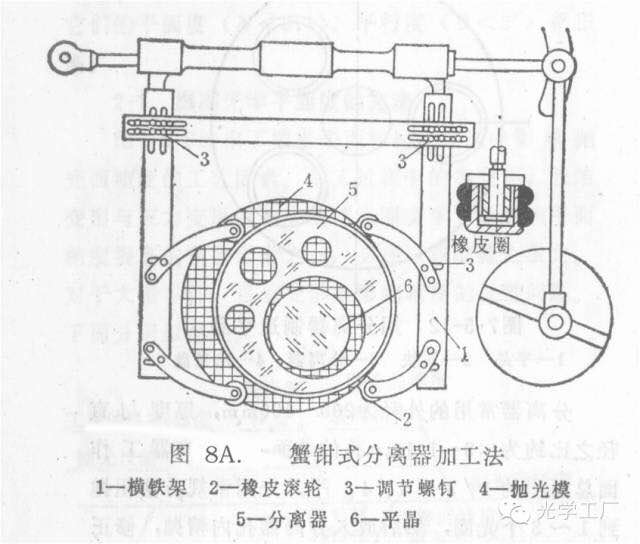
4 分離器拋光法
在二(èr)軸杠杆式拋光機上用分離器(qì)拋光法(圖七A)實現高精加工平麵是比較簡便的方法。我們(men)在YM015.2A型二軸機上安裝了二個蟹鉗式分離器擺架(圖七B),主軸1.5~20rpm,擺2~25rpm(變頻無極調速),拋光模鋁底模直徑為ø500,水盆ø530,分離器ø400,通常D拋(pāo)=1.25D分.當工(gōng)件(jiàn)為ø150時,一隻分離器可以有三個分離孔,同時(shí)加工三(sān)塊ø150平晶。為(wéi)了操作方便,擺架應有(yǒu)抬起功能,推(tuī)動分離器的滾輪的著力點應在滾輪的下部。